최초 작성일: 25.10.07
최종 작성일: 25.10.07
1절 생산시스템의 설계
1.1 프로젝트 배치 (project layout)
|생산포인트를 중심으로 자재와 장비를 사용순서와 이동의 난이도에 따라 배열하여 바퀴의 축과 같이 제품을 배치하는 것
|제품의 규모가 크기 때문에 고정된 위치를 유지하고, 작업자의 자재 및 제조 장비가 제품 생산 위치로 이동함
|현장의 지역은 자재 적재, 세부조립 건설, 중장비의 접근 지역, 경영 영역과 같은 다양한 목적에 따라 설계됨
|대부분 주문에 의해 과업이 수행되고 고객화의 정도가 매우 높음
>> 자동화가 어려움
>> 숙련되 작업자가 요구됨
|자재의 조립순서에 따라 자재를 정리하는 방식으로 전개 됨
(예)주문 요트 제작시
중심으로 단 한번만 이동하는 무거운 엔진은 떨어진 곳에 위치함
크레인은 통상적으로 사용하므로 중심 가까이에 위치함
|작업 간에 우선순위가 있음
>> 이 선행순위가 생산단계를 결정하므로 자재를 선행순위에 따라 배열하여 프로젝트 배치를 개발함
|조선업, 항공기 제조업, 건설산업, 방송 프로그램 제작, 콘서트 등에 적용될 수 있음
1.2 Work Center(작업장)
- 모든 드릴 기계가 한 지역에 타인 기계가 다른 지역에 배치되는 것 같이 비슷한 장비나 비슷한 기능의 기계를 한군데 모은곳
- 하나의 부품이 각 작업에 적합한 기계들이 위치해 있는 한 작업장에서 다른 작업장으로 미리 설정된 작업의 순서에 따라 작업을 마친 후 이동함
- 프로세스 구조가 비표준화된 다품종 소량 생산에 적합함
>>작업장은 때로 부서와 같은 형태로 언급되며 특정 형태의 작업에 초점이 맞추어져 있음
| 장점 | 단점 |
| 수요 변화에 유연성이 크며 대량 생산이 어려운 고가 제품의 생산에 유리한 방식 | 적은 단위로 생산 하기 때문에 대량 생산에 의한 규모의 경제 효과를 기대할 수 없음 납기 준수를 위한 생산 일정계획 수립이 어려움 생산 과정의 통제가 까다로 |
|유의 사항
- 자재의 흐름을 최적화 하는 방식으로 작업장을 배열하는 것
- 최적의 배치는 서로 물동량이 많은 작업장을 이웃에 두는 것
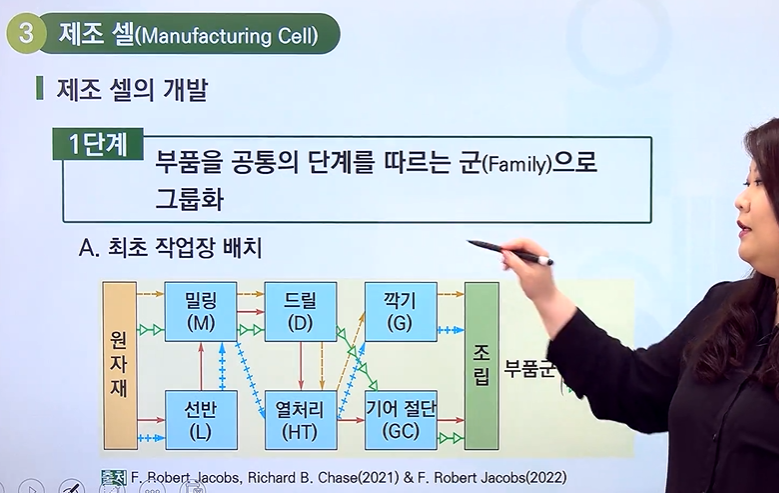
③ 제조 셀 (작업의 순서)
- 비슷한 형상과 프로세스를 요구하는 제품 생산을 위한 작업을 수행하는 셀에 서로 다른 기계를 배열함으로써 형성되는 방식
- 동일하거나 유사한 품목을 반복적으로 생산함
- 제조 셀에서의 혼류는 재고 문제를 야기하고 생산일정을 어렵게 만들 수 있음
- 혼류 : 동시에 다수의 제품이 여러 작업장에서 생산되는 현상
| 장점 | 단점 |
| 작업장에 비하여 산출량이 많고 하위 품족 중 일부를 미리 생산해 놓을 수 있어서 관리적인 이점을 얻을 수 있음 | 일반적으로 생산되는 제품의 범위가 좁음 |
- 공장의 가동률이 높을수록 작업들이 대기하면서 재공품이 많이 발생할 수 있음
- 다른 작업이 지연되는 현상이 발생할 수 있음
- 생산과정에서 효율성 하락 가능
|작업장이나 연속 프로세스를 사용하더라도 일부 공정은 제조 셀을 사용할 수 있음
- 코딩시스템 등을 이용하여 부품을 분류하는데, 실제로 이는 매우 복잡하며 컴퓨터 시스템을 요구하기 때문에 상당한 예산을 필요로 함

- 프로세스의 위치 선정 혹은 재선정을 기초로 부품군의 공통된 흐름 패턴을 규명함
- 유력한 흐름 형태가 각 부품군을 위해 확인되면, 각 단계의 기계(장비)를 제조 셀에 재할당하는 작업을 진행

- 셀 안에 기계 및 프로세스를 물리적으로 묶음
- 다양한 용도 때문에 하나의 군으로 분류될 수 없는 부품과 하나의 셀에 포함시키기 어려운 전문화된 기계가 있을 수 있음
- 어디에도 포함되지 않은 부품과 기계는 별도의 셀에 배치함
1.4 조립라인과 연속프로세스
①조립라인
- 특정 제품을 생산하기 위하여 기계와 작업자를 생산 흐름에 따라 배치함
- 매우 효율적이지만, 생산 제품의 변경 및 수량 조절 등과 같은 유연성이 상대적으로 부족함
|표준화되고 대량생산을 할때 선택하는 것이 좋음
- 조립단계는 '워크스테이션'이라 불리는 지역에서 수행함
- 제품 생산의 효율성을 확보할 수 있도록 설계 단계에서 최적화하는 것이 중요함
- 한 작업의 지연 혹은 정지가 전체 프로세스에 영향을 끼침
②연속 프로세스
- 하나의 연속 프로세스에서 원자재를 최종 제품으로 전환하는 자동화된 프로세스
- 하나의 통합된 기계가 24시간 가동되는 경우가 다수임
- 투입된 원료가 이동하면서 가동되므로 공간이용률이 큼
2절 조립라인의 설계
2.1 조립라인의 설계
조립라인의 설계와 균형화
①조립라인 설계
|워크스테이션 사이클 타임이라 불리는 균등 시간 간격으로 워크스테이션들을 통과하는 컨베이어를 설계하는것
|워크스테이션 사이클 타임 : 라인의 끝에 도착하는 완성품 간 시간 간격
|각 작업대에서 수행되는 일은 많은 작업으로 이루어져 있으며, 이를 과업(task)이라고 부름
| 각 워크스테이션에서 부품을 첨가하거나 조립 작업을 완료함으로써 작업을 수행함
>> 조립라인은 점진적 단계를 거쳐 제품을 만드는 특별한 목적을 위한 배치 설계
②조립라인 균형화
|각 워크스테이션의 작업량이 워크스테이션 사이클 타임 안에 수행할 수 있는 작업량보다 많지 않고 모든 워크 스테이션의 유휴 시간이 최소화 되도록 워크스테이션에 과업을 할당하는 것
③선행관계
|조립 프로세스에서 수행되어야 할 과업의 순서를 결정하는 것
2.2 조립라인 균형화 단계
선행 다어이그램을 사용하여 과업 사이의 순차적 관계를 명시함
①다이어그램은 원과 화살표로 구성됨
②공식을 사용하여 워크스테이션 사이클 타임을 결정함
하루당 생산시간 / 하루당 요구되는 산출물 단위 = 워크스테이션 사이클 타임
③공식을 사용하여 워크스테이션 사이클 타임 제약조건을 만족하기 위해 요구되는 이론적인 최소 워크스테이션의 수를 결정함
|산출된 값 다음으로 큰 정수로 올림
워크스테이션의 수= 과업시간의 합 / 사이클 타임
④어떤 과업을 워크스테이션에 할당할 것인가에 대한 첫 번째 규칙과 동점인 경우 다시 필요한 두번째 규칙을 선택함
(예) 첫 번째 규칙은 가장 긴 작업시간이 될 수 있고, 두번 째 규칙은 후행과업의 수가 많은 과업이 될 수 있음
- 이 경우 할당 가능한 과업 중에서 작업시간이 가장 긴 과업을 선택함
-만일 작업시간이 같다면 후속과업이 가장 많은 과업을 선택함
⑤한번에 하나의 과업씩 과업시간의 합이 워크스테이션 사이클 타임과 같을 때나 시간이나 순서 제약으로 인해 어느 작업도 배정하지 못할 때까지 과업을 워크스테이션 1에 할당함
조립라인 균형화 단계
⑥공식을 사용하여 균형의 효율성을 평가함
|워크스테이션(작업대)마다 한 명의 작업자가 있다고 가정함
|워크스테이션 수와 작업자 수가 일치하지 않으면, 작업자 수로 워크스테이션 수를 대체함
|만약 효율성이 만족스럽지 않으면 다른 의사결정 규칙을 사용하여 재균형화 함
'스터디스터디 > 생산관리' 카테고리의 다른 글
| 품질경영 (0) | 2025.10.12 |
|---|---|
| 서비스 생산 프로세스 (0) | 2025.10.08 |
| 제조 생산 프로세스 (0) | 2025.10.05 |
| 생산능력계획 (0) | 2025.09.25 |
| 전략과 실행 (0) | 2025.09.18 |